铝合金产生原因消除与预防办法
来源:济南联飞数控装备有限公司 日期:2021-11-12 08:45:12 点击量:
力学性能不合格 退火状态δ5偏低,淬火或时效处理后强度和延伸率不合格。退火温度偏低或保温时间不足,或冷却太快;淬火温度偏低或保温时间不够,或冷却速度太慢(淬火介质温度过高);不完全人工时效和完全人工时效温度偏高,或保温时间偏长,合金的化学成分出现偏差。再次退火,提高温度或延长保温时间;提高淬火温度或延长保温时间,降低淬火介质温度;如再次淬火,则要调整其后的时效温度和时间;如成分出现偏差,则要根据具体的偏差元素、偏差量、改变或调整重复热处理参数。变形、翘曲 热处理后,辗环机或之后的机械加工中反映出来的铸件的尺寸、外形变化。加热速度或淬火冷却速度太快(太激烈);淬火温度太高;铸件的设计结构不合理(如两连接壁的壁厚相差太大,框形结构中加强筋太薄或太细小;淬火时工件下水方向不当及装料方法不当。降低升温速度,提高淬火介质温度,或换成冷却速度稍慢的淬火介质以防止合金内产生残余应力;在厚壁或薄壁部位涂敷涂料或用石棉纤维等隔热材料包覆薄壁部位;根据铸件结构、外形选择合理的下水方向或采用专用防变形的夹具;变形量不大的部位,则可在淬火后立即予以矫正。

裂纹 淬火后的铸件表面用肉眼可以看到的明显的裂纹或通过荧光检查肉眼看不到的微细裂纹。裂纹多曲折不直并呈暗灰色。加热速度太快,淬火时冷却太快(淬火温度过高或淬火介质温度过低,或淬火介质速度太快);铸件结构设计不合理(两连接壁壁厚差太大,框形件中间的加强筋太薄或太细小);装炉方法不当或下水方向不对;炉温不均匀,使铸件温度不均匀。减慢升温速度或采取等温淬火工艺;提高淬火介质温度或换成冷却速度慢的淬火介质;碾环机在壁厚或薄壁部位涂敷涂料或在薄壁部位包复石棉等隔热材料;采用专用防开裂的淬火夹具,并选择正确的下水方向。过烧 铸件表面有结瘤,合金的延伸率大大下降。合金中的低熔点杂质元素如Cd、Si、Sb等的含量过高;加热不均匀或加热太快;炉内局部温度超过合金的过烧温度;测量和控制温度的仪表失灵,使炉内实际温度超过仪表指示温度值。严格控制低熔点合金元素的含量不超标;以不超过3℃/min的速度缓慢升温;检查和控制炉内各区温度不超过±5℃;定期检查或校准测控仪表,确保仪表测温、示温、控温准确无误。

表面腐蚀 铸件的表面出现斑纹或块状等与铝合金铸件表面的不同色泽。硝盐液中氯化物含量超标(>0.5%)而对铸件表面(尤其是疏松、缩孔处)造成腐蚀;从硝盐槽中取出后没得到充分的清洗,硝盐粘附在铸件表面(尤其是窄缝隙、盲孔、通道中)造成腐蚀;硝盐液中混有酸或碱或铸件放在浓酸或浓碱四周受到腐蚀。尽量缩短铸件从炉内移到淬火槽的时间;检查硝盐中氯化物的含量是否超标,如超标,则应降低其含量(或浓度),从硝盐槽中加热的铸件应立即用温水或冷水冲洗干净;检查硝盐中酸和碱的含量,重载机器人如有酸或碱则应中和或停止使用;不把铝合金铸件放在有浓酸或浓碱的四周。淬火不均匀 铸件的厚大部位的延伸率和硬度低(非凡是其内部中心),薄壁部位硬度高(非凡是其表层)。铸件加热和冷却不均匀,厚大部位冷却慢,热透性差。重新作热处理,降低升温速度,延长保温时间,使厚薄部位温度均衡;在厚壁部位涂敷保温性的涂料或包覆石棉等隔热性材料,尽量使铸件各部位同时冷却;使厚大部位先下水;换成有机淬火剂,降低冷却速度。

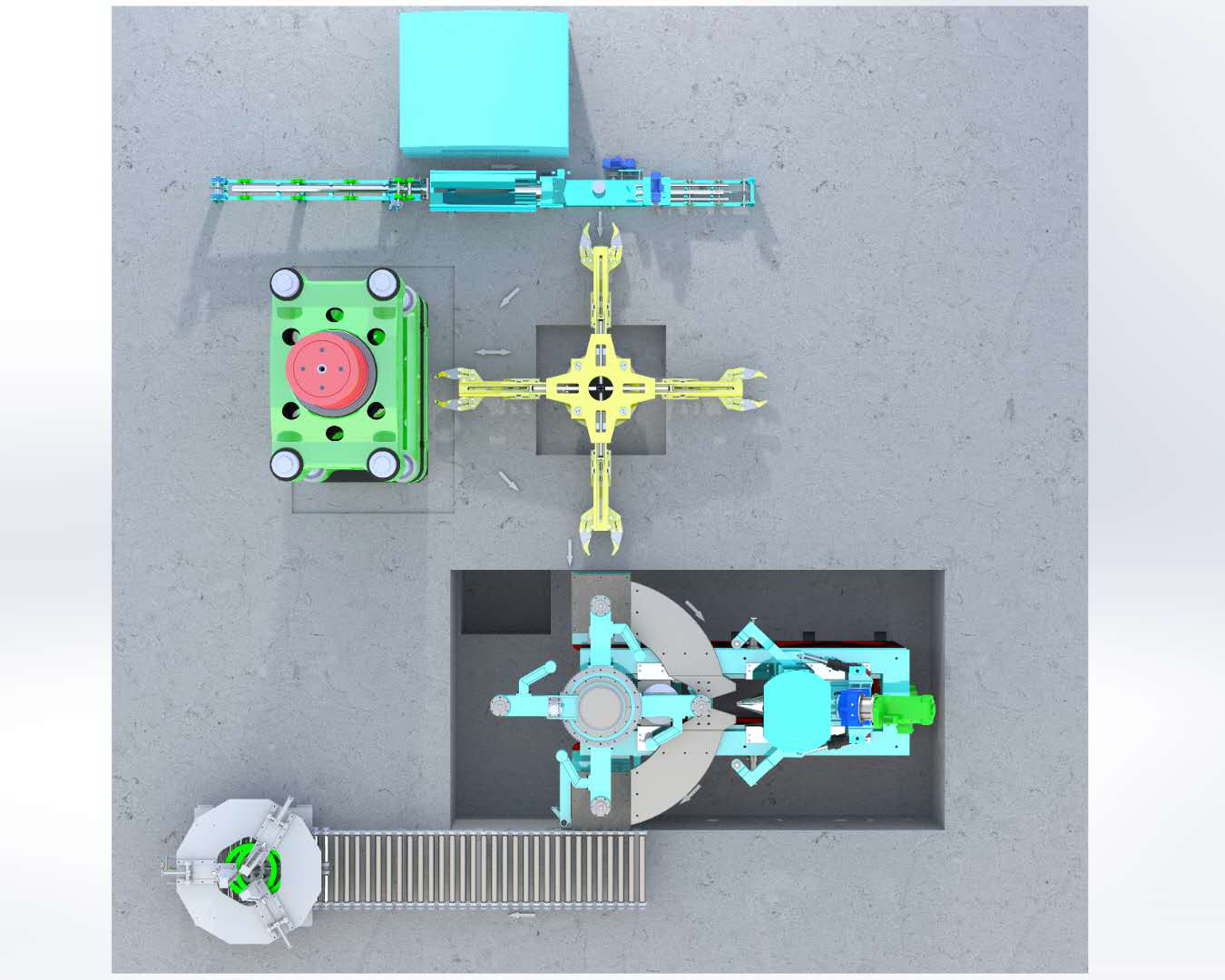
济南联飞数控装备有限公司生产制造碾环机(辗环机)、重载机器人,欢迎大家莅临指导、洽谈业务。
济南联飞数控装备有限公司生产制造碾环机(辗环机)、重载机器人,欢迎大家莅临指导、洽谈业务。
上一页:铝合金铸件热处理的目